

歯科技工術論文のご紹介9
今回は、以前ご紹介いた未来の歯科技工法である3Dプリンティングでのジルコニア技工物の製造法及び性能について興味深い論文をご紹介いたします。遠い未来ではなく、ほんのちょっと先の未来として、歯科デジタル社会を見据える歯科医療従事者の皆様へご参考ください。
Influence of wall thickness on the fracture resistance of hollow
zirconia artificial teeth fabricated by 3D zirconia printing
3Dジルコニアプリンティングで製作された中空構造を有するジルコニア人工歯の
破折抵抗性に及ぼす壁厚の影響
要 約
目 的
3Dプリンティング技術を用いて製作された中空構造のジルコニア製人工歯の破折荷重に対する壁厚の影響を調査する。
方 法
人工歯(右下顎第1大臼歯)の形状をコピーし修正を加えて、最終的な試験グループは、壁厚を0.30、0.50、0.75、1.00mmで設計した。各グループから20個ずつの試料ジルコニア人工歯を3Dプリンターで作製した。試料
の人工歯は、空洞のままのもの(空洞歯)とレジンで充填したもの(充填歯)の2つのサブグループに分類した。破壊荷重試験を実施し、各人工歯をデジタル顕微鏡で検査した。ジルコニア人工歯の破壊抵抗性を条件間で比較するために分散分析(ANOVA)を行い、その後、ペアワイズTukey検定を行った。T-検定は、試験グループ内の空洞歯と充填歯の破損抵抗性を比較するために使用された。
結 果
ジルコニア人工歯の破損抵抗性は、壁厚の減少に伴い、有意に減少した(P <0.001)。平均破損荷重は、壁厚が0.75 mmおよび1.00 mmの場合、500 N以上となった。クラウンへのレジン充填は、極めて薄い壁の破壊荷重を大幅に改善した。顕微鏡検査により、中空歯の咬合面のほとんどが完全に破断していることが明らかになった。一方、充填した歯の破断面はすべて不完全な破断であった。
結 論
3Dプリンティング技術を用いて作製されたジルコニア人工歯は、レジンの充填有無に関わらず、壁厚が0.75 mm以上であれば、臨床的使用に十分な破壊抵抗性性を有することが示唆された。
キーワード : 可撤式部分義歯、ジルコニア人工歯、CAD/CAM、3Dプリンター、破折抵抗性
1. はじめに
アクリルや複合レジンなどのレジン材料は、咬合調整が容易であることや、ミリングや3Dプリンティングを可能にするCAD/CAM(コンピュータ支援設計/コンピュータ支援製造)技術との互換性が高いことから、人工歯に広く使用されている[1-4]。しかし、レジンには、吸水性、変色、プラーク付着、潜在的な咬合摩耗の可能性などの欠点がある[5-18]。従来の歯科用セラミックや合金などの代替品は、機械的強度が高く、吸水性がなく、プラークの付着も少ないという利点があります[3,7–16,19–22]。しかし、従来の歯科用セラミックは脆く 義歯床用レジンとの接着には表面処理やプライマーが必要であり、機械的維持要素として穴やピンを設ける必要があるため、咬合不足の場合には必ずしも適さない場合がある[5,14,18,23–27]。合金ベースの人工歯は強度があるものの、審美性に劣り、金属アレルギーなどのリスクがある[15,17,28,29]。したがって、各材料には利点と限界がある(表1)。
これらの欠点を考慮すると、代替材料の開発は極めて重要である。本研究では、人工歯の代替材料として有望なジルコニアに焦点を当てた。ジルコニアは、CAD-CAM技術の進歩により、高い強度と優れた審美性を備えており、歯科補綴分野で注目されている[9-12,15,16,20,22,30-38]。ジルコニアクラウンなどの補綴物は、通常、ミリングマシンを使用してディスクやブロックから製作され、製作効率が大幅に向上している[39,40]。
表1.各材料の特性比較
左端比較項目を上より順に、耐摩耗性、硬度、耐衝撃性、審美性、アレルギーリスク、樹脂との接着性

図1.製作プロセス

図2.人口歯のデザイン画像
左:ジルコニア人工歯の外観画像
右:スライスデータ画像

しかし、ミリング加工技術には、ミリングバーの形状や可動範囲の制限、加工後の削りかすや余剰部品などの材料の大幅な無駄といった限界がある[39–42]。これに対し、3Dプリンターは、さまざまな製作物の作成に使用できる。歯科補綴では、3Dプリンターを使用したさまざまな研究が行われている[43-45]。3Dプリンティングは、ミリングとは異なり、ミリングの制約を受けずに内部構造や複雑な形状を作製でき、材料の無駄を削減できる[39,46]。最近では、3Dプリンティングにジルコニアを使用することで、ミリングに対する優位性がさらに高まっている[42]。本研究では、3Dプリンターを使用したジルコニア製人工歯の製造について調査した。
ただし、ジルコニア製人工歯の製造にはいくつかの課題があります。ジルコニアは義歯床用レジンと化学結合しないため、結合にはサンドブラストと10-メタクリロキシ-デシルジハイドロジェンホスフェートによる前処理が必要です[47,48]。また、維持孔とピンなどの機械的連結機構も必要です[25,27]。結合を強化するために、3Dプリント設計ではジルコニア歯に中空構造を含めることができ、義歯床用レジンとの機械的結合をより強固にすることができます。このアプローチにより、壁厚、ジルコニア使用量、および製作時間を削減できる可能性があります。しかし、壁厚が薄いと破損抵抗性性が低下する可能性があるため、壁厚およびレジン存在が破損荷重に及ぼす影響を検証する必要があります。
本研究では、中空構造のジルコニア人工歯の壁厚と中空構造内部のレジンが破壊抵抗性に影響を与えるかどうかを検証することで、適切なジルコニア人工歯の壁厚を決定することを目的とした。2つの帰無仮説は、3Dプリンターで製作された中空構造のジルコニア人工歯の破壊荷重は、1)壁厚または、2)中空構造内部のレジンのいずれの影響も受けないというものであった。
2. 材料と方法
2.1. 試料の作製(サンプルの作製)
試料の作製手順の概略図を図1に示す
2.1.1. 設計データ
一般的なサイズの下顎右側第一大臼歯の形状をプロトタイプとして人工歯を作製した。別の調査[49]では、歯の加工精度が需要とされていたため、歯の表面に沿って、x軸(近遠心)、y軸(舌頬側)、z軸(垂直)のいずれかに垂直な平面領域のペアを作成した。人工歯の具体的な寸法は、頬舌側、近遠心、垂直頬側、垂直舌側の順に、それぞれ10.9 mm、9.8 mm、7.0 mm、4.5 mmでした。基底面の中央に直径3.0 mmの円形の穴がある最終的な歯の外観形状に基づき、異なる厚さの壁「b」 (本研究では「壁厚」の変数として使用)0.30 mm、0.50 mm、0.75 mm、1.00 mm)が設計されました(Geomagic Design X 2022)。その結果、外側の形状は同一で、壁厚が異なる4つの異なる人工歯の形状が作成されました(図2)。
2.1.2. ジルコニア製人工歯の製作
4つの中空人工歯の設計データを使用し、近心側に同一の支持構造を配置しました(Geomagic Design X 2022; 3D Systems, Rock Hill, SC, USA)。 0.8以上の検出力で統計的差異を検出するには、合計73のサンプル数が必要であったため(G*Power 3.1.9.7、Heinrich-Heine-Universität、デュッセルドルフ、ドイツ)、3mol%のイットリアを含む正方晶ジルコニア多結晶(LithaCon 3Y 210、Lithoz GmbH、ウィーン、オーストリア)から、各条件につき20個の試料を3Dプリンター(CeraFab 7500 Dental、Lithoz GmbH、ウィーン、オーストリア)で作製した(表2)。試料は洗浄され、熱処理による前処理、脱脂(脱バインダー)処理、5日間の焼結が行われた(図3)。本研究では別途の前処理は行わなかったが、複雑な形状のため、長時間の安全な焼成プロトコルが採用された(表3)。焼結後、試料は50µmのアルミナ粉末を用いて2.0 barでサンドブラスト処理された。その後、試料は蒸留水で超音波洗浄し、乾燥させた。
表2.3Dプリンターの設定と、本研究で使用したジルコニア材料の詳細

図3.製作された歯のイメージ

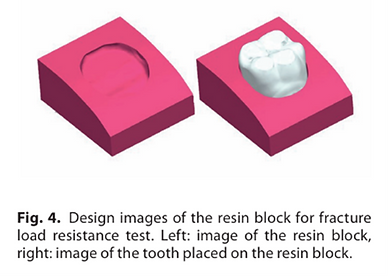
表3.ジルコニア焼��結プログラムの設定

図4. 破断荷重耐性試験用樹脂ブロックの設計
イメージ
左:樹脂ブロックのイメージ
右:樹脂ブロック上に配置された歯のイメージ
2.2. 破壊荷重試験
破壊荷重試験を行うため、試験セットアップでジルコニア人工歯のz軸が垂直方向に向くように、ジルコニア人工歯を固定するためのアクリル樹脂ブロックが製造された(図4)。ブロックの上面は、人工歯の型を0.2mmの隙間を空けて拡大した、床側面の形状に似せて作られた。したがって、義歯床用レジンへのジルコニア製人工歯の配置範囲はあらかじめ規定され、標準化されていた。80個のレジンブロックは、3Dプリンター(MAX、Asiga、シドニー、オーストラリア)(FREEPRINT denture; DETAX GmbH、エットリンゲン、ドイツ)を使用して製造され、人工歯とブロックは義歯床用レジン(PalaXpress; Kulzer GmbH、ハーナウ、ドイツ)で接合された。各試験グループの試料の半分は、あらかじめ基底面の穴をレジンで塞ぎ、空洞のままの歯(中空歯)またはレジンで充填した(充填歯)サブグループを作成された(n = 10)。
作製した試料を万能試験装置(Z005; Zwick/Roell、ドイツ、ウルム)に固定し、破壊抵抗性性を検証した。直径6mmの鋼球を中央窩に配置し、咬合面との接触点を3箇所作成した。鋼球のサイズは、咬合面との接触点が3箇所必要という要件に基づいて選択した[50]。数個の鋼球(6mm、8mm、10mm)を咬合紙を用いて試験し、本研究では6mmの鋼球を使用することで最も現実的な接触点の位置が得られた。
この球体を、横方向の力を排除した圧子を用いて、クロスヘッド速度1.0mm/分で垂直方向に負荷し、破断するまで試験を行った。 測定された試験力の最大値(Fu)を破断抵抗性と定義し、平均最大測定試験力(Fu平均)を算出した(図5)。

図5.破壊荷重抵抗試験の画像
左:試験前、中央:破壊荷重試験、右:試験後
2.3.破断モード
破壊抵抗性試験後、各人工歯をデジタル顕微鏡(Smartzoom5;Carl Zeiss AG、オーバーコッヘン、ドイツ)を使用して検査し、試料の咬合面と破壊面を観察した。代表的な試料を走査型電子顕微鏡(SEM)(JSM-6510;JEOL、東京、日本)でさらに観察し、破断モードと早期破断の原因となる可能性のある材料の欠陥を特定した。
2.4. 統計分析
統計分析には統計ソフトウェア(IBM SPSS Statistics, v29; IBM Corp., Armonk, NY, USA)を使用した。破断抵抗性データは壁厚に関して異分散であったため、破断抵抗性に基づいてランク付けを行った。ランク付けされたデータは正規分布(Shapiro-Wilk検定、QQプロット)であり、等分散(Levene検定)であった。壁厚とレジン充填の影響は、ランク付けされたデータに基づいて2元配置分散分析とTukeyの事後検定を用いて分析した。さらに、レジン充填の有無によるグループ間でのペアワイズt検定を実施した。有意水準は5%に設定した。
3. 結 果
3.1.破折抵抗性
破折抵抗性試験の結果は表4に要約されている
表4.ジルコニアの肉厚と樹脂充填量が異なる試験グループの破壊試験結果の概要

2元配置分散分析(ANOVA)では、試験グループ間で壁厚さに関して有意差が認められたが(P < 0.001)、レジン充填に関しては認められなかった(P = 0.150)。Tukey検定では、3つの均質なサブグループが認められた。人工歯の壁厚さは、1) 壁厚 b = 0.30 mm および b = 0.50 mm(それぞれ Fu,mean = 131 N および Fu,mean = 233 N)の人工歯、2) b = 0.75 mm(Fu,mean = 508 N)の人工歯、3) b = 1.00 mm(Fu,mean = 829 N)の人工歯です。レジン充填の有無による対応するグループ間のT検定では、最も薄い壁厚の人工歯(b = 0.30 mm)のみに有意差が認められた。
曲げが支配的な問題では、破断荷重は壁厚の2乗にほぼ比例して増加するはずである。すなわち、Fu ~ b2となる。図6は、測定された破断力(Fu)とそれぞれの壁厚の二乗との関係を示しています。フィリングのない人工歯には、切片のない回帰直線が追加され、データにうまく適合しています(R2 = 0.97)。回帰分析により、Fu = 812 N/mm2・b2の相関関係が得られました。充填歯は、b = 0.30 mmの場合のみ、この挙動と著しく異なり、破断力はレジン充填によりほぼ2倍に増加した(rF = Fu,filled/Fu,hollow = 1.93、P < .001)。
図6.破壊抵抗のグラフ画像と回帰線


図7.破壊抵抗のグラフ画像と回帰線
3.2. 破壊モード
顕微鏡検査により、中空歯の咬合面のほとんどが完全に破壊していることが明らかになった。一方、充填歯の破壊面はすべて不完全な破壊であった。試験片の破壊面は滑らかで均一であった(図7)。
その後、SEMを用いて選択した試験片の破断面を観察し、破断線と空隙を確認したところ、空隙はわずかしか観察されなかった。空隙の直径はすべて10μm以内であった。破断線は内部中空構造側の表層で観察されたが、人工歯の咬合面では観察されなかった(図8)。
図8.ボイドと破線を示す代表的なSEM画像
上段:37倍、左:1000倍、右:200倍

4. 考 察
本研究では、中空構造を有するジルコニア人工歯の破折抵抗性に対する壁厚と裏層用充填レジンの存在による影響を調査した。 我々の知る限り、中空ジルコニア人工歯の破折抵抗性に対する壁厚の影響を評価した研究は本研究が初めてである。この研究では、ジルコニア製人工歯の破折抵抗性は壁厚の増加に伴い有意に増加し、帰無仮説1は棄却された。レジン充填が破折抵抗性に影響を与えないとする帰無仮説2は、壁厚が非常に薄い歯(b = 0.30 mm)のみで棄却された。
人工歯に必要な破壊抵抗性を評価する際には、複数の要因を考慮する必要がある[51–54]。これまでの研究では、3Dプリントで製作された第一小臼歯のレジン歯の破壊抵抗性が調査されている。既製のレジン人工歯の破壊抵抗性は約80Nから250Nの範囲であることが報告されているが、3Dプリントで製作されたレジン人工歯の破壊抵抗は約160Nであることが報告されている[51]。本研究では人工歯に異なる歯形(小臼歯ではなく大臼歯)が使用されました。しかし、前述のテキストで示された閾値は、臼歯領域のすべての歯に対して定義されたものである。さらに、咬合力に関する過去の研究では、年齢、性別、義歯の使用、義歯の種類が咬合力に影響を与えることが報告されている[52-54]。これらの知見を考慮すると、人工歯の破壊荷重は約300Nで十分である。
過去の研究結果を本研究に適用したところ、b = 0.30 mmの歯は、平均破断力が173 N未満、最小破断力が97 N未満であり臨床使用には不適切であることが観察された。b = 0.50 mm のジルコニア人工歯の平均破断抵抗は約 250 N でしたが、記録された最低の破断抵抗は 173 N 未満でしたが、最初のグループで有望な破断抵抗を示したのは、壁厚 b = 0.75 mm のもので、試験されたすべてのジルコニア歯が 310 N を超える破断力に耐え、平均破断抵抗は 500 N に迫るものでした。最後の2つの試験グループ(b = 1.0 mm)の人工歯は、555 N 以上で破損しました。したがって、現在のデータに基づくと、3Dプリントされたジルコニア人工歯の臨床使用は、壁厚が b = 0.75 mm 以上の場合にのみ推奨できます。高い咬合力が予想される場合は、少なくとも b = 1.00 mm の厚さを使用すべきです。
ジルコニアクラウンに関しては、マージンの厚みが減少するにつれて、破折抵抗も著しく減少するという研究報告がある[35]。同様に、この研究でも、壁厚みが減少するにつれて、破折抵抗も大幅に減少した。曲げが支配的な問題であると予想されるように、壁厚みの二乗は破折抵抗に比例していた。図6に示されるように、レジン充填を施した薄壁歯(b = 0.30 mm)は、試験グループの中で唯一、全体的な挙動にうまく適合しませんでした。曲げが支配的な問題では、破折時のジルコニア壁のたわみはb-1に比例するため、このグループはレジン充填による破折抵抗の相対的な増加が最も高い値を示しました。したがって、充填による支持力は壁厚の減少に伴い増加した。壁厚がb = 0.30 mmの場合、平均破折力はレジン充填により89 Nから172 Nに増加する可能性があった。壁厚がさらに厚くなると、この絶対差は減少し、また、壁厚の増加に伴い総破折力が大幅に増加するため、相対的な影響はさらに減少する。充填材が人工歯の破壊力に著しく影響を与えるのであれば、充填材には、より高いヤング率を持つ材料を使用すべきであり、高充填率なコンポジットレジンを使用することには大きな関心が寄せられている。
しかし、0.30mmの条件では、充填歯は回帰直線から大きく外れた結果を示しました。このように充填歯の方が中空歯より高い破折抵抗性を示すのは、0.30mmの条件のみであり、統計的に有意な差が認められた。しかし、他の条件下では、中空歯と充填歯の破折抵抗性に有意な差は認められなかった。これは、壁厚が0.30mmのジルコニア歯の破壊抵抗が義歯床用レジンよりも低く、充填レジンによって補強されたためと考えられる。一方、0.50mm以上の壁厚では、充填レジンよりも高い破壊抵抗を示し、義歯床用レジンが歯の破壊抵抗に寄与していないことが示唆された。材料の最大たわみは材料の厚みに反比例するため、材料が薄いほどたわみ量は大きくなる。したがって、厚さ0.30mmのたわみは他の条件よりも大きく、歯内部のレジンがたわみを支えていることが示唆された。このように、歯内部にレジンが存在することは、壁厚が0.30mm以下の場合に、破断抵抗に影響を及ぼすが、0.50mm以上の破断抵抗には影響を及ぼさなかった。
しかし、光学顕微鏡およびSEM観察結果から、口腔内での破損の危険性を防ぐためには、壁厚に関わらず人工歯の内部を樹脂で充填することが有益であると考えられる。中空構造の歯とは異なり、光学顕微鏡観察では、充填歯の咬合面で完全破損は観察されなかった。また、SEM観察結果から、人工歯の破断面は中空構造側に観察された。これは、咬合面から垂直荷重が負荷された場合、内部の中空構造にストレスが集中し、破損に至ったと考えられる。ジルコニア人工歯は、レジン充填の補強によって完全破損を防止できたと推測される。
結果として、ジルコニアの壁厚が0.75mm以上あれば、レジン充填の有無に関わらず、人工歯として十分な破損抵抗性を有していると考えられる。しかし、ジルコニア人工歯の内部をレジンで充填することは、完全破損のリスクを防ぐのに有効である可能性がある。
SEMによるジルコニア人工歯の破断面の詳細観察では、空隙の数は少なかった。したがって、プリントされたジルコニアの内部特性は比較的均一であった。つまり、この研究におけるジルコニア人工歯の製造プロセスには大きな問題は見られなかったが、焼結時間の短縮に向けた改善は必要である。
本研究で3Dプリントにより設計・製造された中空構造を有するジルコニア人工歯をミリング加工で製作することは技術的に不可能であることに留意すべきである。そのため、ミリングなどの従来の技術を用いた対照群は含まれていない。しかし、今後の研究では、この3Dプリント法と他の確立された製造技術との比較分析を行うべきであり、このような比較は、3Dプリントされたジルコニア人工歯の臨床的関連性をさらに検証し、その潜在的な利点を評価するために不可欠である。
右下顎第一大臼歯を人工歯として使用した。その理由は、本研究で使用したジルコニア材料は非透過性なタイプであり、審美的に前歯に使用するには不適切であったこと、第一大臼歯は咬合負荷が最も大きい歯であるため、その破折抵抗性は重要であること、また、臼歯部で咬合の垂直的寸法が安定していれば、より審美性の高い前歯に人工歯を使用することができる。したがって、前歯部として使用される透光性の高いジルコニア人工歯では、結果が異なる可能性があり、引き続きこれらの問題については、さらに調査が必要である。
さらに、この研究では、既製のポーセレン人工歯の小穴とほぼ同じ大きさの小穴を歯の基底面に使用しました。人工歯の破損抵抗は、これらの小穴のサイズと形状を変更することで影響を受ける可能性があるため、さらなる研究が必要です。
この研究では、レジン充填が強度を高めるメカニズムを理解することが重要でした。この研究では、レジン充填が特に薄い壁の耐破折性を向上させることが示されましたが、充填材料の特性や配置が耐破折性にどのように影響するかを理解するには、さらなる調査が必要です。例えば、コンポジットレジンなどの異なる種類のレジン材料や、さまざまな充填技術が強度に与える影響を系統的に評価することで、より耐久性の高い人工歯の開発につながる可能性があります。また、ジルコニアの長期的な耐久性と耐摩耗性に対するレジンの充填効果を評価するには、長期的な研究が必要です。
最後に、患者の個々のニーズに合わせカスタマイズされた人工歯の開発が不可欠である。患者個々の咬合力や咬合様式を考慮した人工歯の設計により、破損リスクを低減し、快適性を向上させることができる。これには、患者個々の口腔内スキャンデータに基づくパーソナライズされた設計や、人工知能を用いた最適な設計の自動化などが含まれる。
5. 結 果
結論として、これらの結果は中空構造のジルコニア人工歯の壁厚が破折抵抗に影響を与えることを示唆している。しかし、壁厚が0.50mm以上であれば、内部にレジンが存在しても耐破折性に影響を与えない。また、これらの結果は、ジルコニア人工歯の壁厚が0.75mm以上であれば、充填の有無に関わらず、臨床使用に十分な破折抵抗を有していることを示唆している。
Influence of wall thickness on the fracture resistance of hollow
zirconia artificial teeth fabricated by 3D zirconia printing
3Dジルコニアプリンティングで製作された中空構造を有するジルコニア人工歯の
破折抵抗性に及ぼす壁厚の影響
出展元 Journal of Prosthodontic Reserarch 2025